


合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
基于脫模劑應用實現聚苯乙烯類生物材料改性
來源:蘇州心嶺邁德醫療科技有限公司 瀏覽 97 次 發布時間:2024-06-14
在眾多生物醫用高分子材料中,苯乙烯類熱塑性彈性體是一類極具使用價值的新型多功能生物醫用材料。但是,由于其表面能低,疏水性強,致使這類材料在與血液接觸時,會引發血漿蛋白在材料表面的粘附風險。因此提高這類材料的生物相容性,對拓展其在生物醫用材料領域的應用具有重要意義。尤其在人工心臟瓣膜領域,優秀的生物相容性能有效改善瓣膜的使用壽命。
現有的改性方式分為兩類:
第一類是對苯乙烯嵌段共聚物進行共混改性后,再成形使用,這就要求材料在第一步改性進行很好的控制,后續成形使用時也要保證加工過程的穩定和有效。值得一提的是,引入的共混物可能對材料成型后的性能產生不利影響,從而影響材料的使用壽命和效果。
第二類是材料成型后,在苯乙烯嵌段共聚物的表面進行物理或化學改性。其中物理改性的代表性應用包括退火(包括溶劑退火,熱退火等)、圖案化(如溶劑誘導圖案化),這樣經常伴隨著材料表面物理或化學性質的部分變化。退火僅控制材料成型的熱歷史,相對容易。而圖案化會改變表面的形貌,會破壞苯乙烯嵌段共聚物成型時形成的特定的有益分相結構。化學改性多使用物理方法(如電暈,等離子體處理)或化學試劑(如多巴胺)使其表面帶有特定官能基團,再引入功能性的基團來改善表面性能,步驟較多。
總起來說,現有技術中在對苯乙烯類生物材料進行改性的時候,步驟通常較為復雜,或者對于生物材料本身容易造成破壞,因此亟需開發一種新的技術而簡化對于苯乙烯類生物材料的改性過程。
為解決上述技術中存在的問題,技術人員提供一種通過脫模劑的應用而改善其生物相容性的生物材料和制備方法。
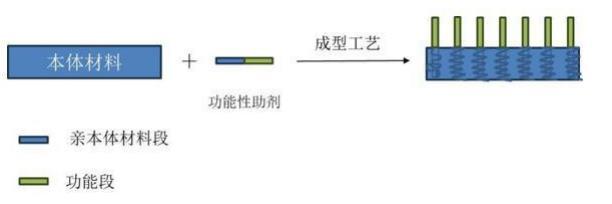
這種用于改善本體材料生物相容性的脫模劑,本體材料為嵌段共聚物,脫模劑為由親本體材料段和功能段聚合而成的嵌段共聚物,親本體材料段與所述本體材料的至少一種鏈段結構相同或相似,用于與本體材料物理纏結;功能段與所述本體材料的鏈段結構不同,用于在所述親本體材料段與本體材料物理纏結后,降低所述本體材料的表面張力和提高所述本體材料的生物相容性。
改善生物相容性的聚苯乙烯類生物材料的制備步驟:
步驟1:注塑模具內施加所述脫模劑;
步驟2:通過注塑機在注塑模具內注入聚苯乙烯類本體材料;
步驟3:脫模完成注塑成型,且脫模劑附著固定在聚苯乙烯類本體材料上。
注塑模具內涂布脫模劑,涂布的方式為下列方式中的一種:噴涂、浸涂、刷涂;
涂布厚度為5μm以下,1μm以下更佳,以避免成型過程中由于溶體的流動,導致在模具上的囤積;
根據注塑時的熔體流動方向,逐漸降低脫模劑的厚度;即越靠近注塑口位置,脫模劑厚度越大,以減輕由于溶體流動拖曳脫模劑,導致注塑最后階段表面脫模劑不足的情況;
注塑過程中,本體材料與脫模劑接觸時,溫度至少要高于脫模劑中親本體材料段部分玻璃化轉變溫度100℃以上,此時,本體材料和脫模劑處于熔融狀態,脫模劑的親本體材料段與本體材料中具有相同或相似鏈段結構的鏈段產生物理纏結;
注塑過程中,模具溫度在80—100℃范圍內,保壓時間在3—6s范圍內,保證材料成型效果,同時保證脫模劑有效轉移至材料表面,即脫模劑的親本體材料段能與本體材料中具有相同或相似鏈段結構的鏈段物理纏結地更加充分,結合力更高;且該過程中,由于脫模劑的功能段與本體材料地任何一種鏈段均不相同或相似,因此,功能段不會與本體材料發生纏結。
注塑過程中,溶體流動速度要求0.3cm 3/s至1cm 3/s范圍內,一方面避免過低流動速度時,由于熔體流動導致的脫模劑不均勻,一方面保證材料成型效果及力學性能。
最后,將所述注塑模具以15℃/min-20℃/min的冷卻速率冷卻至30℃-50℃,使得本體材料和脫模劑冷卻至低于玻璃態轉化溫度;打開注塑模具,脫模完成注塑成型,脫模劑附著固定在聚苯乙烯類本體材料上,即如圖1所示,脫模劑的親本體材料段物理纏結于本體材料上,脫模劑的功能段通過化學鍵與親本體材料段結合,并通過親本體材料段懸掛于本體材料的表面,從而為本體材料提供更低的表面張力和更高的生物相容性。
結論:
1.脫模劑通過親本體材料段和功能段嵌段共聚的方式,使得功能助劑經親本體材料段牢固地懸掛在本體材料表面。
2.將功能助劑以脫模劑的形式使用,避免了二次加工。
3.將功能助劑以脫模劑的形式使用,可以保證苯乙烯嵌段共聚物本體材料成型工藝不受影響,從而不影響苯乙烯嵌段共聚物成型過程中的結構,保證優異的機械性能。