


合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 定性分析聚合物界面張力與系統黏度比之間的關系——數值仿真結果、結論
> 定性分析聚合物界面張力與系統黏度比之間的關系——數值模擬、實驗研究結果
> 定性分析聚合物界面張力與系統黏度比之間的關系——實驗部分
> 探究LB復合膜的酸致變色特性
> 受磷脂雙分子層啟發構建ZIBs兩性LB膜——制備高性能碘正極新思路
> 納米活性顆粒表面潤濕性測量方法及具體操作步驟
> 人工沖洗升級為超聲波清洗,可改善新能源電池沖壓配件的表面張力
> LB法組裝Silicalite-1型分子篩晶粒層,制備出高度b-軸取向的ZSM-5分子篩膜
> 微量天平高靈敏測定雞肉中磺胺類藥物含量
> 超低軌衛星環境效應研究也會用到超微量天平?
人工沖洗升級為超聲波清洗,可改善新能源電池沖壓配件的表面張力
來源:諾而曼環保科技(江蘇)有限公司 瀏覽 36 次 發布時間:2024-07-24
隨著新能源電池技術的不斷發展,對電池性能的要求也日益提高。新能源電池沖壓配件作為電池的重要組成部分,其表面的清潔度和張力狀態直接影響到電池的整體性能和穩定性。因此,改善新能源電池沖壓配件的表面張力,提高清洗工藝的效果,對于提升新能源電池的性能具有重要意義。但是,傳統的清洗工藝往往通過人工進行沖洗,只能在一定程度上去除沖壓配件表面的油污、灰塵等雜質,難以達到理想的清洗效果,往往不能有效改善沖壓配件的表面張力,導致電池性能下降。
怎么解決這個問題?這里提供一個新的思路,具體操作步驟如下:
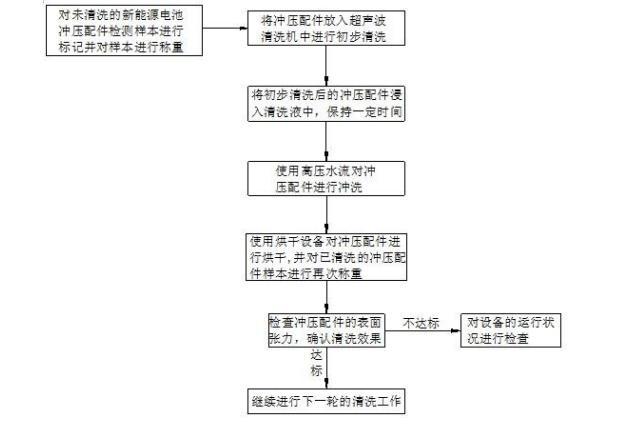
步驟1、抽樣標本數據采集:首先預設定每1000-1000個新能源電池沖壓配件為一個生產批次,然后從一個生產批次中隨機選取100-1000個沖壓配件產品作為檢測樣本并進行標記;
步驟2、沖壓配件的初步清洗:將同一生產批次的沖壓配件放入超聲波清洗機中,超聲波清洗機產生的超聲波的高頻振動能夠產生微小的氣泡,這些氣泡在液體中爆裂時會產生沖擊力,對沖壓配件進行初步清洗,去除表面的油污、灰塵和其他雜質;
步驟3、再次去污:將經過S2初步清洗的沖壓配件放入事先配置好的清洗液中,采用化學處理方法,進一步去除沖壓配件表面的氧化物和殘留物;因為在對新能源電池沖壓配件進行清洗液去污過程中,使用表面活性劑或界面活性劑,它們可以降低液體表面張力,使液體更容易潤濕固體表面,將這些活性劑添加到清洗液中,可以在清潔的同時改善表面張力。
步驟4、高壓沖洗:將經過步驟S3清潔處理的沖壓配件取出,然后使用高壓水流對清潔后的沖壓配件進行沖洗,高壓沖洗可以去除表面上的頑固污漬和顆粒,進一步提高表面清潔度,同時確保沖壓配件上的清洗液和殘留物被徹底清除;
步驟5、沖壓配件烘干處理:將經過步驟S4沖洗處理的沖壓配件放入烘干設備中,使用烘干設備對沖壓配件進行烘干,烘干處理可以去除表面的水分,防止水漬和銹蝕的產生,從而保持沖壓配件的清潔度和表面張力;在對沖壓配件進行烘干過程中,為了避免烘干設備對沖壓配件烘干時間過長,熱應力對沖壓配件表面張力產生影響,通過公式算法將烘干時間設定為:
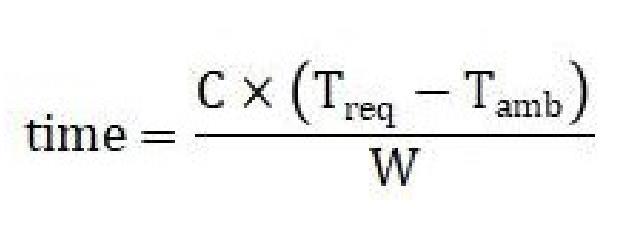
其中,time為烘干設備持續運行的烘干時長,C為烘干物品在升溫過程中所需要的熱量,Trep為預設的烘干新能源電池沖壓配件所需要達到的溫度,Tamb為烘干前的新能源電池沖壓配件自身的溫度,W為烘干機每秒鐘所提供的熱量。
步驟6、確認清洗效果:通過達因筆測量沖壓配件表面的達因值并對數據進行記錄,然后根據采集到的數據配合公式算法,對清洗效果進行分析確認。
更進一步的,所述S4中,在對沖壓配件進行高壓沖洗過程中,高壓水流沖洗設備的輸出功率設置不合理,會導致水流沖擊力過高或過低,進而影響沖洗效果,可以通過對高壓水流沖洗設備的輸出功率的調整,配合公式算法綜合得出適宜的高壓水流沖洗設備實際水流沖洗的沖擊力為:
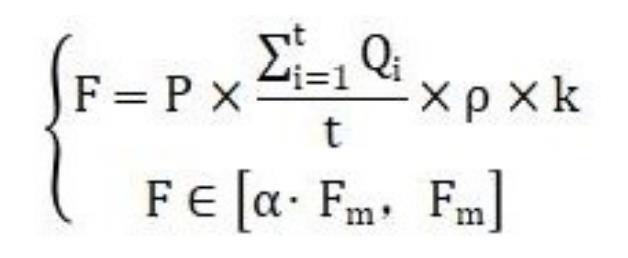
其中,F為高壓水流沖洗設備實際水流沖洗的沖擊力,Qi為高壓水流沖洗設備第i秒水流的流量,t為高壓水流沖洗設備預設的水流沖洗的時長,ρ為水的密度,k為預設定的閾值參數,P為輸出功率可調的高壓水流沖洗設備的實際輸出功率,α為預設的抗壓閾值參數且其數值小于1,Fm為新能源電池沖壓配件最大抗沖擊力值。
此沖壓配件的表面張力改善方法,就是通過將同一生產批次的沖壓配件放入超聲波清洗機中,超聲波清洗機產生的超聲波的高頻振動能夠產生微小的氣泡,這些氣泡在液體中爆裂時會產生沖擊力,對沖壓配件進行初步清洗。然后,將經過初步清洗的沖壓配件放入事先配置好的碳氫清洗液中,進一步去除沖壓配件表面的氧化物和殘留物。再將經過清洗液清潔處理過的沖壓配件取出,并使用高壓水流對清潔后的沖壓配件進行沖洗,去除表面上的頑固污漬和顆粒,確保沖壓配件上的清洗液和殘留物被徹底清除。通過多重的清洗流程,有效提升新能源電池沖壓配件表面的清潔度,能夠達到理想的清洗效果,有效改善新能源電池沖壓配件的表面張力。